Corrugated Packaging Boxes / Corrugated Paper Boxes
We are among the noted Manufacturer, Supplier, Exporter of a wide range of Industrial Packaging products such as we offer plain Corrugated packaging Boxes. Our setup is situated in Pune, Chakan, Moshi, Talawade, Talegaon, Ranjangaon, Talawade Bhosari, Hinjewadi, Pirangut, Sanaswadi, Shirwal, Shikrapur, Chikhali, Mumbai, Maharashtra, India.
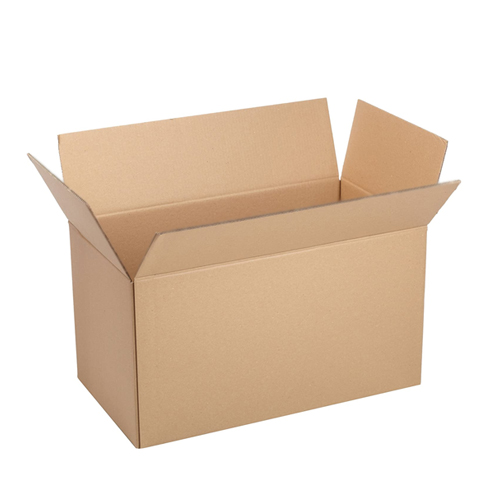
Our corrugated boxes are made of high quality craft paper sheet that we source from the renowned vendors. We make our craft paper packaging boxes in different dimension sizes and paper specification bf as per the specific demands of the customers. Our packaging boxes are widely appreciated for the features like tear resistance, superior surface strength and high storage.
Normally, the sizes of the boxes are measured on the basis of their inner dimensions unless the customer has specifically mentioned otherwise. The size of the inner dimensions of the boxes required for any organization or customer will be decided on the basis of the contents which are to be stored or transported in the box. As per the method followed in the US, the dimensions are listed in the sequence of - Length (L) x Width (W) x Depth (D), this is the domestic format. But the format used internationally is Length (L) x Breadth (B) x Height (H). These dimensions are decided as per the opening of the assembled boxes. The longer portion of the two ends of a box is takes as the “length” of the box, while the shorter part is taken as the “width” of the box. The portion perpendicular to the width and length is taken as the “depth” of the box.